免费服务热线:
13825522567

佛山市中恒三禾激光科技有限公司
制造总部地址:广东省佛山市顺德区伦教街道常教社区兴业南路5号海信楼二楼四号
激光焊接机销售热线:13825522567(微信同号)
激光打标机销售热线:18925921200(微信同号)
售后热线:13380272667(微信同号)
展会、采购、网站联系电话:0757-22159789,
传真:0757-27755259
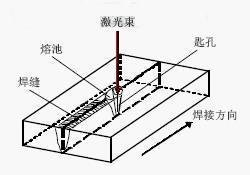
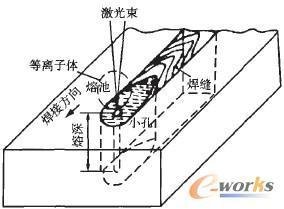
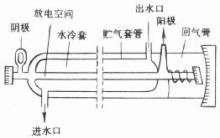
激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500℃左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。
激光深熔焊接的主要工艺参数
(1)激光功率。激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高。只有当工件上的激光功率密度超过阈值(与材料有关),等离子体才会产生,这标志着稳定深熔焊的进行。如果激光功率低于此阈值,工件仅发生表面熔化,也即焊接以稳定热传导型进行。而当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。激光深熔焊时,激光功率同时控制熔透深度和焊接速度。焊接的熔深直接与光束功率密度有关,且是入射光束功率和光束焦斑的函数。一般来说,对一定直径的激光束,熔深随着光束功率提高而增加。
(2)光束焦斑。光束斑点大小是激光焊接的最重要变量之一,因为它决定功率密度。但对高功率激光来说,对它的测量是一个难题,尽管已经有很多间接测量技术。


光束焦点衍射极限光斑尺寸可以根据光衍射理论计算,但由于聚焦透镜像差的存在,实际光斑要比计算值偏大。最简单的实测方法是等温度轮廓法,即用厚纸烧焦和穿透聚丙烯板后测量焦斑和穿孔直径。这种方法要通过测量实践,掌握好激光功率大小和光束作用的时间。
(3)材料吸收值。材料对激光的吸收取决于材料的一些重要性能,如吸收率、反射率、热导率、熔化温度、蒸发温度等,其中最重要的是吸收率。
影响材料对激光光束的吸收率的因素包括两个方面:首先是材料的电阻系数,经过对材料抛光表面的吸收率测量发现,材料吸收率与电阻系数的平方根成正比,而电阻系数又随温度而变化;其次,材料的表面状态(或者光洁度)对光束吸收率有较重要影响,从而对焊接效果产生明显作用。
CO2激光器的输出波长通常为10.6μm,陶瓷、玻璃、橡胶、塑料等非金属对它的吸收率在室温就很高,而金属材料在室温时对它的吸收很差,直到材料一旦熔化乃至气化,它的吸收才急剧增加。采用表面涂层或表面生成氧化膜的方法,提高材料对光束的吸收很有效。

(4)焊接速度。焊接速度对熔深影响较大,提高速度会使熔深变浅,但速度过低又会导致材料过度熔化、工件焊穿。所以,对一定激光功率和一定厚度的某特定材料有一个合适的焊接速度范围,并在其中相应速度值时可获得最大熔深。
(5)保护气体。激光焊接过程常使用惰性气体来保护熔池,当某些材料焊接可不计较表面氧化时则也可不考虑保护,但对大多数应用场合则常使用氦、氩、氮等气体作保护,使工件在焊接过程中免受氧化。
(6)透镜焦距。焊接时通常采用聚焦方式会聚激光,一般选用63~254mm(2.5”~10”)焦距的透镜。聚焦光斑大小与焦距成正比,焦距越短,光斑越小。但焦距长短也影响焦深,即焦深随着焦距同步增加,所以短焦距可提高功率密度,但因焦深小,必须精确保持透镜与工件的间距,且熔深也不大。由于受焊接过程中产生的飞溅物和激光模式的影响,实际焊接使用的最短焦深多为焦距126mm(5”)。当接缝较大或需要通过加大光斑尺寸来增加焊缝时,可选择254mm(10”)焦距的透镜,在此情况下,为了达到深熔小孔效应,需要更高的激光输出功率(功率密度)。
(7)焦点位置。焊接时,为了保持足够功率密度,焦点位置至关重要。焦点与工件表面相对位置的变化直接影响焊缝宽度与深度。
在大多数激光焊接应用场合,通常将焦点的位置设置在工件表面之下大约所需熔深的1/4处。
(8)激光束位置。对不同的材料进行激光焊接时,激光束位置控制着焊缝的最终质量,特别是对接接头的情况比搭接结头的情况对此更为敏感。例如,当淬火钢齿轮焊接到低碳钢鼓轮,正确控制激光束位置将有利于产生主要有低碳组分组成的焊缝,这种焊缝具有较好的抗裂性。有些应用场合,被焊接工件的几何形状需要激光束偏转一个角度,当光束轴线与接头平面间偏转角度在100度以内时,工件对激光能量的吸收不会受到影响。
(9)焊接起始、终止点的激光功率渐升、渐降控制。激光深熔焊接时,不管焊缝深浅,小孔现象始终存在。当焊接过程终止、关闭功率开关时,焊缝尾端将出现凹坑。另外,当激光焊层覆盖原先焊缝时,会出现对激光束过度吸收,导致焊件过热或产生气孔。
为了防止上述现象发生,可对功率起止点编制程序,使功率起始和终止时间变成可调,即起始功率用电子学方法在一个短时间内从零升至设置功率值,并调节焊接时间,最后在焊接终止时使功率由设置功率逐渐降至零值。
本文章来自于佛山中恒三禾激光:http://www.zhshjg.com/gwb.html